

Wer Plexiglas sägen möchte, steht vor einer besonderen Herausforderung: Acrylglas verhält sich unter der Säge völlig anders als Holz oder Metall. Zu langsamer Vorschub lässt das Material schmelzen, falsches Sägeblatt erzeugt Ausbrüche — und nicht jede Methode funktioniert mit beiden Materialtypen. Dabei ist Plexiglas sägen und fräsen mit dem richtigen Werkzeug und den richtigen Einstellungen gut beherrschbar. In diesem Ratgeber erfahren Sie, welche Sägemethode für welchen Einsatz die beste ist, wie die Drehzahlen optimal eingestellt werden und welche Fehler Sie unbedingt vermeiden sollten.
Warum Plexiglas besondere Sägetechnik braucht
Plexiglas ist ein Markenname der Röhm GmbH für Polymethylmethacrylat (PMMA) — einen thermoplastischen Kunststoff mit einzigartigen optischen und mechanischen Eigenschaften. Diese Eigenschaften sind es auch, die beim Sägen besondere Aufmerksamkeit verlangen:

- Niedriger Schmelzpunkt: PMMA beginnt ab etwa 80–100°C zu erweichen. Entsteht zu viel Reibungswärme, schmelzen Sägespäne und kleben am Blatt oder an der Schnittkante.
- Sprödigkeit unter Biegebelastung: Acrylglas bricht eher als dass es sich biegt — ungeeignete Werkzeuge oder falsche Führung führen zu Rissen und Ausbrüchen.
- Innere Spannungen (nur XT): Extrudiertes Plexiglas (XT) besitzt materialbedingte innere Spannungen, die beim Bearbeiten freigesetzt werden können.
Das Gute: Wer die Grundregeln kennt, erzielt mit handelsüblichen Werkzeugen professionelle Ergebnisse. In unserem Ratgeber zu Plexiglas schneiden finden Sie außerdem Methoden für dünnere Platten, die kein elektrisches Werkzeug benötigen.

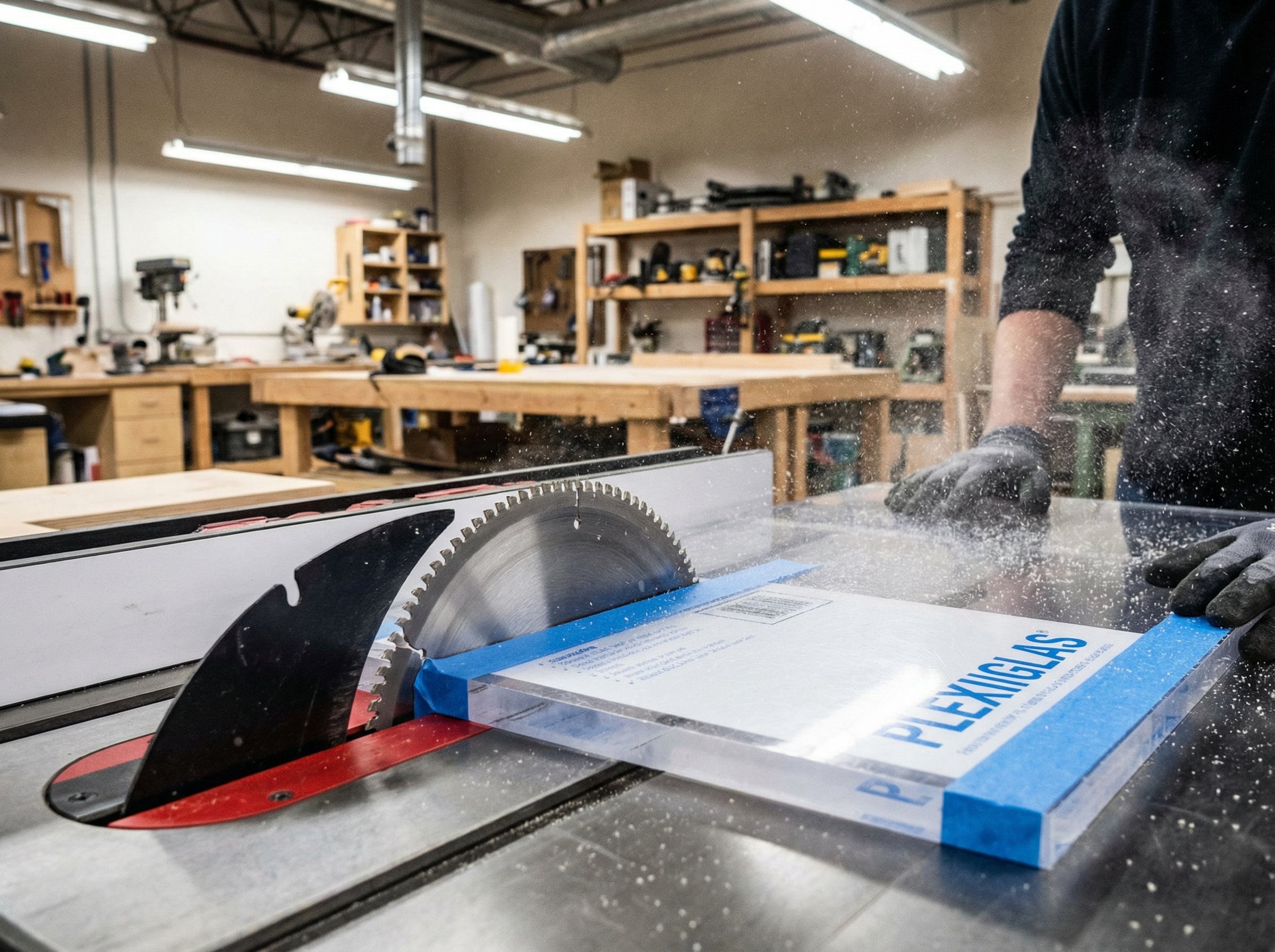
Plexiglas sägen mit der Kreissäge
Die Kreissäge ist das am häufigsten empfohlene Werkzeug zum Plexiglas sägen — und das zu Recht. Sie ermöglicht gerade, saubere Schnitte mit minimaler Kantennachbearbeitung, sofern Drehzahl und Vorschub stimmen.
Das richtige Sägeblatt für Acrylglas
Entscheidend für das Ergebnis ist das Sägeblatt. Verwenden Sie ein HM/Widia-Kreissägeblatt mit feiner Zahnteilung:
- Zähnezahl: 60–80 Zähne (je mehr Zähne, desto sauberer der Schnitt)
- Zahnform: Trapez-Flachzahn (TF) oder Wechselzahn
- Alternativen: Sägeblätter, die für Nichteisenmetalle (NE-Metalle) ausgelegt sind, funktionieren ebenfalls sehr gut
Drehzahl und Vorschub beim Plexiglas sägen
Die optimale Drehzahl für das Plexiglas sägen mit der Kreissäge liegt bei etwa 4.000 Umdrehungen pro Minute (U/min). Davon ausgehend gilt:
- Dünnere Platten (bis 8 mm): 4.000 U/min, Vorschub 3–4 m/min
- Dickere Platten (ab 10 mm): Drehzahl leicht erhöhen, Vorschub reduzieren
- Faustregel: Sägespäne sollten als feine, trockene Partikel — nicht als Schmelzfäden — anfallen
Achten Sie darauf, dass die Platte während des Sägens gut aufgelagert ist und nicht neben dem Sägetisch durchhängt. Ein Durchhängen führt zu Vibration und unkontrollierten Brüchen.
Tragen Sie beim Plexiglas sägen stets eine Schutzbrille. Acrylglas-Splitter und feine Staubpartikel können beim Sägen entstehen und die Augen gefährden. Zusätzlich empfiehlt sich ein Staubschutz (FFP2-Maske), da feiner PMMA-Staub die Atemwege reizen kann.
Plexiglas sägen mit der Stichsäge
Ihr PLEXIGLAS® Zuschnitt nach Maß
Wählen Sie Material, Farbe, Stärke und Maße — wir schneiden präzise für Sie zu.
Die Stichsäge eröffnet Möglichkeiten, die mit der Kreissäge nicht realisierbar sind: Kurven, Ausschnitte und Freiformschnitte. Allerdings gelten beim Acrylglas sägen mit der Stichsäge besondere Einschränkungen.
Stichsäge: Nur für Plexiglas GS geeignet
Verwenden Sie die Stichsäge ausschließlich mit gegossenem Plexiglas GS. Extrudiertes XT enthält innere Materialspannungen, die bei der vibrierenden Stichsägenbewegung Risse und Brüche verursachen. GS hingegen ist spannungsfrei gegossen und verzeiht diese Belastung deutlich besser.
Das richtige Sägeblatt: Metallsägeblatt für Nichteisenmetall mit feiner Zahnung. Stichsägeblätter für Holz sind für Acrylglas nicht geeignet — ihre grobe Verzahnung reißt das Material aus.
Einstellungen für die Stichsäge
- Drehzahl: Ca. 75% der maximalen Stufe — nicht auf voller Leistung arbeiten
- Pendelhub: Unbedingt ausschalten. Der Pendelhub verstärkt die Vibration und führt zu Ausbrüchen
- Vorschub: Gleichmäßig führen — weder zu langsam (Schmelzen) noch zu schnell (Ausreißen)
- Vorbereitung: Schnittlinie auf beiden Seiten mit einem scharfen Messer leicht anritzen — das beugt Oberflächenausbrüchen vor

Bandsäge: Plexiglas sägen in Kurven und komplexen Formen
Wenn Freiformschnitte und enge Kurvenradien gefragt sind, aber die Präzision einer Stichsäge nicht ausreicht, ist die Bandsäge eine hervorragende Alternative.
Bandsäge — Stärken und Anwendung
- Geeignet für: Geschwungene Formen, dickere Platten ab 10 mm, gleichmäßige Kurven
- Sägeband: Schmales Metallsägeband, 6–10 mm Breite, feine Zahnung
- Schnittgeschwindigkeit: 10–20 m/min — langsam und gleichmäßig führen
- Kühlung: Bei langen Schnitten empfiehlt sich Druckluft direkt an der Schnittlinie
Die Dekupiersäge ist für filigrane Ausschnitte und sehr dünne Platten (bis 3–4 mm) geeignet. Wegen der geringen Spannung eignet sie sich jedoch nur eingeschränkt für dickere Materialien.
GS vs. XT beim Plexiglas sägen — welches Material ist besser geeignet?
Die Wahl der richtigen Acrylglas-Sorte hat erheblichen Einfluss auf das Sägergebnis. Plexiglas wird in zwei grundlegend verschiedenen Verfahren hergestellt:

Plexiglas GS — gegossen
GS steht für „gegossen” (englisch: cast). Das Material entsteht durch einen langsamen Polymerisationsprozess, bei dem keine inneren Spannungen entstehen. Die Vorteile beim Acrylglas sägen:
- Geringeres Rissrisiko bei allen Sägemethoden
- Höhere Wärmebeständigkeit, geringere Schmelzneigung
- Sehr saubere Schnittkante, einfach nachzupolieren
- Für Kreissäge, Stichsäge, Bandsäge und CNC-Fräse geeignet
Plexiglas XT — extrudiert
XT steht für „extrudiert” — das Material wird im kontinuierlichen Strangpressverfahren hergestellt. Dabei entstehen unvermeidlich innere Spannungen im Material:
- Kreissäge und CNC-Fräse: gut geeignet
- Stichsäge: nicht empfohlen (Bruchgefahr)
- Schmelzt bei Reibungswärme schneller — niedrigere Drehzahlen wählen
- Leicht rauere Schnittkante als GS
Empfehlung: Für handwerkliche Bearbeitungen, bei denen auch die Stichsäge zum Einsatz kommen soll, verwenden Sie immer Plexiglas GS. Wenn Sie unsicher sind, welche Sorte sich für Ihr Projekt eignet, finden Sie weitere Informationen in unserem Artikel zu Plexiglas bohren — dort wird der Materialunterschied ebenfalls ausführlich behandelt.
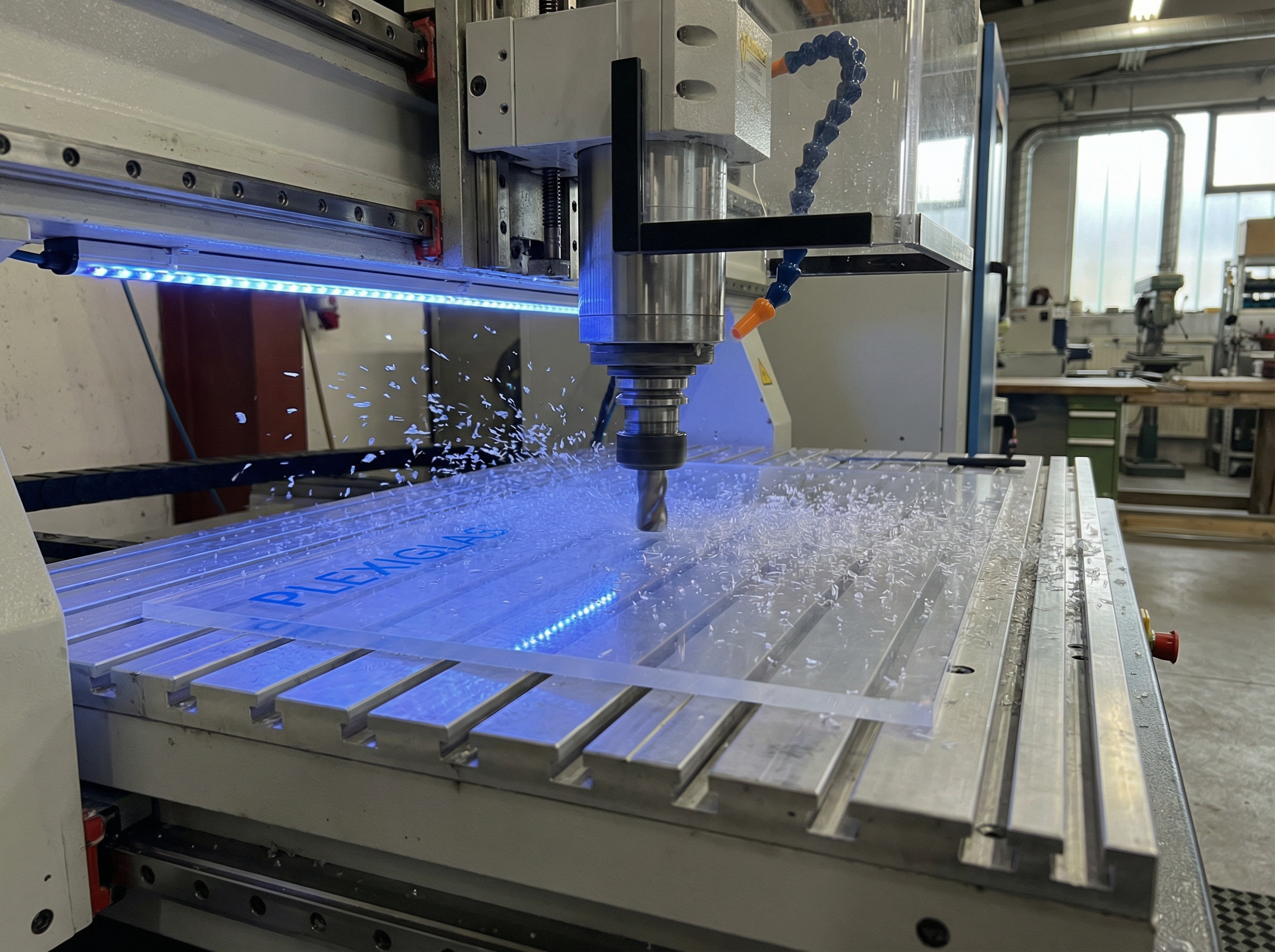
CNC-Fräsen von Acrylglas
Das CNC-Fräsen ist die präziseste Methode, um Acrylglas zu bearbeiten. Komplexe Profile, enge Toleranzen und gleichbleibende Qualität in der Serienfertigung — das sind die Domänen der CNC-Anlage.
Fräser-Typen für Plexiglas
Die Wahl des richtigen Fräsers ist entscheidend. Für Plexiglas empfiehlt sich:
- Einzahnfräser (O-Flute / Single-Flute): Erste Wahl für Acrylglas — der einzelne Span wird vollständig aus der Nut transportiert, bevor er sich wieder einarbeitet. Das verhindert Schmelzablagerungen.
- Material: Vollhartmetall (VHM), poliert — polierte Schneiden reduzieren die Reibung und erzeugen klarere Kanten
- Zweizahnfräser: Als Alternative bei geringen Vorschubgeschwindigkeiten einsetzbar
- Stiftfräser mit Spiralgeometrie: Für tiefere Profile und Gravuren
Drehzahl und Vorschub beim CNC-Fräsen
Die optimalen CNC-Parameter für Plexiglas:
- Spindeldrehzahl: 18.000–24.000 U/min
- Vorschub: 1.500–4.000 mm/min (abhängig von Plattenstärke und Fräserdurchmesser)
- Zustellung je Durchgang: Maximal ½ der Plattenstärke — lieber in zwei Durchgängen arbeiten
- Kühlung: Druckluft direkt am Fräser — verhindert Schmelzrückstände und kühlt die Schnittkante
Häufige Fehler beim Plexiglas sägen — und wie Sie sie vermeiden
Die meisten Probleme beim Acrylglas sägen entstehen durch wenige vermeidbare Fehler. Hier sind die häufigsten Ursachen und ihre Lösung:
Ausbrüche an der Schnittkante
Ursache: Zu grobe Zahnung, zu hoher Vorschub, fehlendes Unterstützen der Platte
Lösung: Feinzahniges Sägeblatt verwenden, Schutzfolie auf der Platte lassen, Platte vollflächig auflegen und beidseitig festklemmen
Schmelzende oder verkleinende Kanten
Ursache: Zu langsamer Vorschub, stumpfes Sägeblatt, zu wenig Kühlung
Lösung: Sägeblatt schärfen oder ersetzen, Vorschub erhöhen, Druckluft als Kühlhilfe einsetzen
Risse beim Sägen
Ursache: Stichsäge mit XT-Material, zu enge Kurvenradien, Pendelhub eingeschaltet
Lösung: Pendelhub ausschalten, GS-Material verwenden, Kurvenradien nicht kleiner als 15–20 mm wählen
Weißliche Trübung der Schnittzone
Ursache: Mechanischer Stress durch falsche Schnittführung oder unkontrollierte Vibration
Lösung: Platte besser fixieren, gleichmäßiger Vorschub, Drehzahl optimieren
Schnittkanten von Acrylglas nachbearbeiten
Nach dem Plexiglas sägen sind die Schnittkanten in der Regel matt und leicht rau. Für eine optisch hochwertige Oberfläche empfiehlt sich eine Nachbearbeitung:
- Schleifen (Nassschliff): Beginnen Sie mit Körnung 400, arbeiten Sie schrittweise bis 1500–2500 vor
- Polieren: Mit einer Acrylglas-Polierpaste (z. B. Xerapol, Quixx) und einem weichen Tuch auf Hochglanz polieren
- Flammpolieren: Mit einem Gasbrenner im richtigen Abstand die Kante kurz erhitzen — sie wird dadurch glasähnlich klar. Erfordert Übung und ist nur für GS empfohlen.
Für eine ausführliche Anleitung zur Kantennachbearbeitung empfehlen wir unseren Artikel zu Plexiglas polieren und schleifen. Entstandene Kratzer durch Späne lassen sich mit den Methoden aus unserem Ratgeber zu Kratzer entfernen beheben.
Ihr PLEXIGLAS® Zuschnitt nach Maß
Wählen Sie Material, Farbe, Stärke und Maße — wir schneiden präzise für Sie zu.
FAQ — Häufige Fragen zum Plexiglas sägen und fräsen

Welches Sägeblatt eignet sich am besten für Plexiglas sägen?
Für das Plexiglas sägen empfiehlt sich ein HM/Widia-Kreissägeblatt mit feiner Verzahnung (60–80 Zähne). Bei der Stichsäge verwenden Sie ein Metallsägeblatt für Nichteisenmetall. Wichtig: Das Blatt muss scharf und sauber sein — stumpfe Sägeblätter erzeugen Hitze und führen zu Rissen oder Ausbrüchen.
Wie hoch sollte die Drehzahl beim Plexiglas sägen mit der Kreissäge sein?
Der ideale Wert beim Plexiglas sägen mit der Kreissäge liegt bei etwa 4.000 Umdrehungen pro Minute (U/min). Bei dickeren Platten ab 10 mm können Sie die Drehzahl leicht erhöhen und dafür den Vorschub reduzieren. Zu hohe Drehzahlen in Kombination mit zu langsamem Vorschub führen zu Wärme und können das Material zum Schmelzen bringen.
Kann man Plexiglas XT mit der Stichsäge sägen?
Nein. Plexiglas XT (extrudiert) sollte nicht mit der Stichsäge gesägt werden. Extrudiertes Acrylglas enthält innere Spannungen, die beim Stichsägen zu Rissen und Ausbrüchen führen können. Die Stichsäge ist ausschließlich für Plexiglas GS (gegossen) geeignet.
Was ist beim CNC-Fräsen von Acrylglas zu beachten?
Beim CNC-Fräsen von Acrylglas sollten Sie einen polierten Einzahnfräser (O-Flute) aus Vollhartmetall (VHM) verwenden. Die Drehzahl liegt idealerweise zwischen 18.000 und 24.000 U/min, der Vorschub bei 1.500–4.000 mm/min. Die Zustellung je Durchgang sollte maximal die halbe Plattenstärke betragen. Druckluftkühlung direkt am Fräser verhindert Schmelzablagerungen.
Warum schmelzen die Schnittkanten beim Plexiglas sägen?
Schmelzende Schnittkanten entstehen, wenn zu viel Reibungswärme entsteht. Die häufigsten Ursachen sind: zu langsamer Vorschub bei zu hoher Drehzahl, stumpfe Sägeblätter, zu tiefer Einschnitt in einem Durchgang sowie fehlendes Lüften oder Kühlen der Schnittstelle. Abhilfe schaffen: Drehzahl reduzieren, Vorschub erhöhen und ggf. Druckluft oder Wasser zur Kühlung einsetzen.
Muss die Schutzfolie vor dem Sägen abgezogen werden?
Nein — die Schutzfolie sollte beim Plexiglas sägen auf der Platte verbleiben. Sie schützt die Oberfläche vor Kratzern durch Späne und Werkzeugkontakt. Erst nach abgeschlossener Bearbeitung und eventuellem Kantenpolieren wird die Folie abgezogen.
Wie werden Schnittkanten von Acrylglas nachbearbeitet?
Schnittkanten können mit Nassschleifpapier (beginnend mit Körnung 400–600, dann 1000–2500) geglättet und anschließend mit einer Polierpaste auf Hochglanz poliert werden. Bei CNC-Schnitten ist die Kante oft so sauber, dass nur eine feine Politur nötig ist. Thermisches Flammpolieren ist ebenfalls möglich, erfordert aber Übung.
⚠️ Sicherheitshinweis & Haftungsausschluss
Die in diesem Beitrag beschriebenen Bearbeitungsmethoden richten sich an Personen mit Erfahrung im Umgang mit den genannten Werkzeugen und Maschinen. Tragen Sie stets geeignete Schutzausrüstung — insbesondere Schutzbrille, Handschuhe und gegebenenfalls Gehörschutz. Beachten Sie zusätzlich die Sicherheitshinweise und Bedienungsanleitungen Ihrer Werkzeuge sowie die Verarbeitungsrichtlinien des Materialherstellers.
Die Angaben in diesem Artikel wurden sorgfältig recherchiert, erheben jedoch keinen Anspruch auf Vollständigkeit, Richtigkeit oder Korrektheit. VITAdisplays® übernimmt keine Haftung für Personen-, Sach- oder Folgeschäden, die durch die Anwendung der beschriebenen Verfahren entstehen. Bei Unsicherheiten empfehlen wir, einen Fachbetrieb mit der Bearbeitung zu beauftragen.
Kinder und Jugendliche dürfen die beschriebenen Arbeiten nur unter Aufsicht erfahrener Erwachsener durchführen.
PLEXIGLAS® ist eine eingetragene Marke der Röhm GmbH, Darmstadt. VITAdisplays® ist autorisierter PLEXIGLAS® Fachhändler.